
 K – KP
K – KP
RESISTANCE WELDING
FEATURE
- Excellent welding on all weldable metals
- Electronic adjustment of the welding current and time
- Synchronous ignition SCR group with phase shift welding current adjustment to eliminate initial transient
- Reduced consumption
- Water cooled arms
- Water cooled copper electrodeholders with adjustable height
- Self-lubricated pneumatic components to eliminate oil deposits and to safeguard the environment from contaminants (ZP)
- High versatility thanks to all different possible work configurations
- Lower arm with adjustable height which can be rotated for use with a longer electrodeholder (Optional K/KP)
| TECHNICAL DATA | K 22 KP 22 | K 28 KP 28 | K 48 KP 48 | |
| Single phase input 50/60 Hz | V | 400 | 400 | 400 |
| Nominal maximum power | kVA | 20 | 25 | 45 |
| Max. welding power | kVA | 36,5 | 54,7 | 75 |
| Installed power | kVA | 12 | 14 | 24 |
| Cross section connecting cables | mm2 | 10 | 16 | 25 |
| Fuse (delayed action) | A | 25 | 36 | 63 |
| Secondary voltage | V | 3,5 | 4,2 | 5,2 |
| Secondary short circuit current | kA | 11,6 | 14 | 17,8 |
| Max. welding current | kA | 9,3 | 11,2 | 14,2 |
| Electrode force at 600kPa (6bar) | da N | 180 | 300 | 280 |
| Water consumption at 300kPa (3bar) | l/min | 3,8 | 3,8 | 3,8 |
| Dimensions | 980 | 980 | 1020 | |
| 330 | 390 | 390 | ||
| 1200 | 1250 | 1250 | ||
| Weight | kg | 120 | 167 | 194 |
 Z – ZP
Z – ZP
RESISTANCE WELDINGZ and ZP series resistance spot welders, versatile, robust and easy-to-use, ensure best welding results on any weldable metal and are the most ideal solution for all spot welding applications. Z models are supplied mechanically operated pedal, whilest ZP are pneumatically operated by electric pedal FEATURES
- Excellent welding on all weldable metals
- Electronic adjustment of the welding current and time
- Synchronous ignition SCR group with phase shift welding current adjustment to eliminate initial transient
- Reduced consumption
- Water cooled arms
- Water cooled copper electrodeholders with adjustable height
- Self-lubricated pneumatic components to eliminate oil deposits and to safeguard the environment from contaminants (ZP)
- High versatility thanks to all different possible work configurations
| TECHNICAL DATA | Z 18 ZP 18 | Z 28 ZP 28 | |
| Single phase input50/60 Hz | V | 400 | 400 |
| Nominal maximum power | kVA | 15 | 25 |
| Max. welding power | kVA | 23 | 41,6 |
| Installed power | kVA | 11 | 14 |
| Cross section connecting cables | mm2 | 10 | 10 |
| Fuse(delayed action) | A | 32 | 40 |
| Secondary voltage | V | 2,6 | 3,5 |
| Secondary short circuit current | kA | 10,2 | 13,8 |
| Max.welding current | kA | 8,2 | 11 |
| Electrode force at 600kPa (6bar) | da N | 300 | 300 |
| Water consumption at 300kPa(3bar) | l/min | 3,8 | 3,8 |
| Dimensions | 760 | 760 | |
| 330 | 330 | ||
| 1200 | 1200 | ||
| Weight | kg | 104 | 118 |
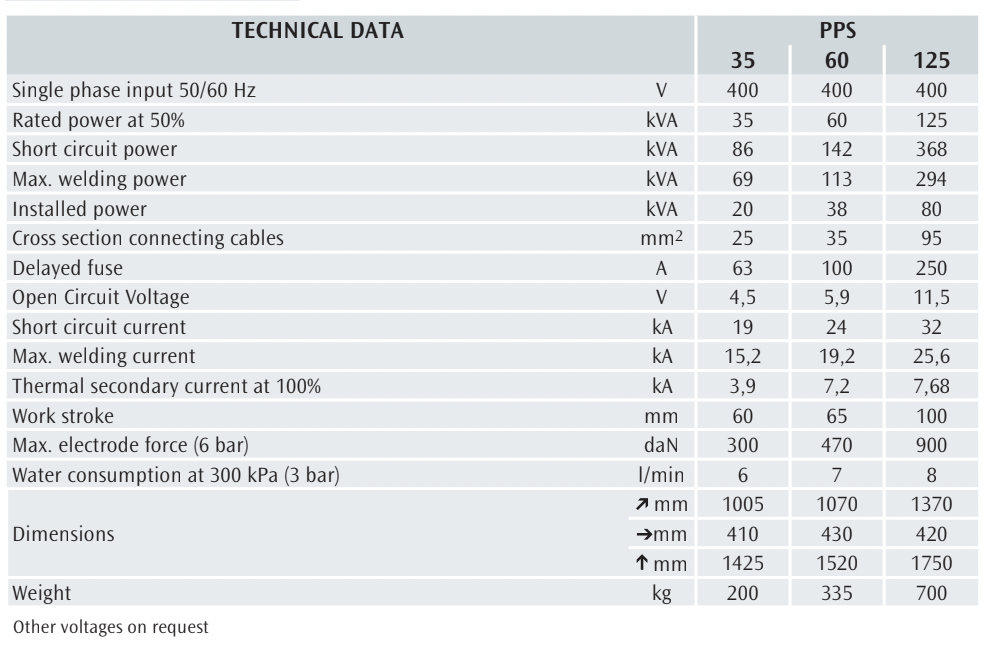
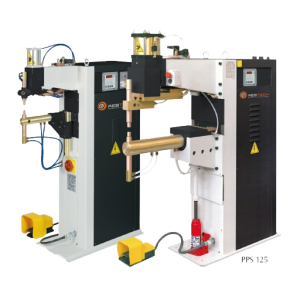
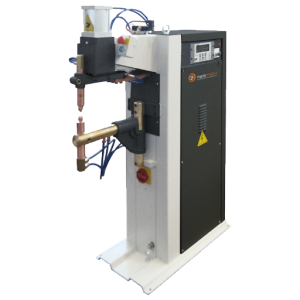
 PPS
PPS
VERTICAL STROKE SPOT WELDERS
FEATURES
- Excellent welding on all weldable metals
- Synchronous ignition SCR group with phase shift welding current adjustment to eliminate initial transient
- Thermostatic protection on the SCR group
- High welding currents with low consumption
- Self-lubricated pneumatic components to eliminate oil deposits and to safeguard the environment from contaminants
- Water cooled secondary circuit, i.e. electrodes, electrodeholders and transformer, to avoid overheating
- Water cooled copper electrodeholders with adjustable height
- Electrode force adjustable by pressure reducer group equipped with a manometer and filter for automatic air impurity expulsion
- Upper electrode movement by self-lubricated double effect pneumatic cylinder fitted with speed regulator, end stroke shock-absorber and silencer for compressed air discharge
- Manual valve for upper head descent without pressure for cleaning, centering and ordinary maintenance of the electrodes
- Solenoid valve to control welding cylinder
- Cycle stop emergency button
 BSW
BSW
VERTICAL STROKE SPOT AND PROJECTION BENCH WELDERS / DIRECT CURRENT THREE-PHASE RESISTANCE SPOT/PROJECTION WELDERS
FEATURES
- Upper head low friction driving system for very precise and quality
welding - Secondary circuit low impedance to grant high welding currents with
low consumption - BSW 50 and 100, with a platens adjustable in height and fitted with
T-slots, enable the quick assembly of barholders, electrodeholders and
any dedicated tooling for a specific application - Safety cycle start by means of concomitant side buttons or, as
alternative only if the operator can work in safe conditions, by electric
pedal. Either option can be chosen by a selector with removable key - Cycle stop emergency button

 PPN
RESISTANCE WELDING
PPN 63 fully satisfy a wide range of the industrial applications are equipped with microprocessor control, safety concomitant side buttons, electric pedal and solenoid valve, upon request it can be fitted with special controls to suit any special configurations.
PPN 83, 103, 153 and 253, all supplied with lower platen adjustable in height and fitted with T-slots, enable the quick assembly of bar holders, of electrode holders or any dedicated tooling for a specific application.
Platens gap is easily and quickly adjustable without any intervention on the secondary circuit (patent pending).
PPN
RESISTANCE WELDING
PPN 63 fully satisfy a wide range of the industrial applications are equipped with microprocessor control, safety concomitant side buttons, electric pedal and solenoid valve, upon request it can be fitted with special controls to suit any special configurations.
PPN 83, 103, 153 and 253, all supplied with lower platen adjustable in height and fitted with T-slots, enable the quick assembly of bar holders, of electrode holders or any dedicated tooling for a specific application.
Platens gap is easily and quickly adjustable without any intervention on the secondary circuit (patent pending).
- Manual valve for upper head descent without pressure for cleaning, centering and ordinary maintenance of the electrodes.
- Upper head linear bearing driving system for precision welding (except PPN 83)
- Manual valve for upper head descent without pressure for cleaning, centering and ordinary maintenance of the electrodes.
- Upper head linear bearing driving system for precision welding (except PPN 83)
| TECHNICAL DATA | PPN 63 | PPN 83 | PPN 103 | PPN 153 | PPN 253 | |
| Single phase input 50/60 Hz | 400 | 400 | 400 | 400 | 400 | 400 |
| Rated power atl 50% | kVA | 60 | 80 | 100 | 150 | 250 |
| Short-circuit power | kVA | 142 | 266 | 366 | 575 | 763 |
| Max. welding power | kVA | 113 | 210 | 293 | 460 | 610 |
| Installed power | kVA | 38 | 65 | 78 | 120 | 195 |
| Cross section connecting cables | mm2 | 35 | 50 | 50 | 95 | 120 |
| Fuse(delayed action) | A | 100 | 150 | 200 | 300 | 500 |
| Secondary voltage | V | 5,9 | 8,3 | 9,4 | 11,5 | 12,5 |
| Secondary short circuit current | kA | 24 | 32 | 39 | 50 | 61 |
| Max welding current | kA | 19 | 25 | 31,2 | 40 | 49 |
| Secondar thermal current at 100% | kA | 7,2 | 6,8 | 7,5 | 10,1 | 14,2 |
| Work stroke | mm | 65 | 100 | 100 | 100 | 100 |
| Electrode force at 600kPa (6bar) | daN | 470 | 736 | 900 | 1200 | 1884 |
| Water consumption at 300 kPa (3bar) | l/min | 7 | 8 | 8 | 8 | 8 |
| Dimensions | 1070 | 1115 | 1115 | 1170 | 1210 | |
| 430 | 400 | 400 | 400 | 460 | ||
| 1250 | 1650 | 1650 | 1800 | 1800 | ||
| Weight | kg | 335 | 560 | 580 | 610 | 900 |
 MF 100 – MF 160 – MF 200
RESISTANCE WELDING
MF 100 – MF 160 – MF 200
RESISTANCE WELDING
Equipped with microprocessor control, concomitant safety side buttons and solenoid valve, upon request, they can be supplied with special controls and configurations. MF range of medium-frequency inverter (1000 Hz) resistance welders is the ultimate answer to increasing demand for quality in resistance welding applications.
- High quality joints
- Large power for projection welding
- Large power for welding with increased arm lengths
- The presence of magnetic materials between the arms does not affect the welding
- Long electrode life
- Highest efficiency
- Reduced welding time
- Balanced power absorption on the three mains phases
- Low primary consumption
- Lower cost for electric power
- High power factor and output
| TECHNICAL DATA | MF 100 | MF 160 | MF 200 | |
| Three phase input 50/60 Hz | V | 400 | 400 | 400 |
| Rated power at 50% | kVA | 100 | 160 | 200 |
| Installed power | kVA | 50 | 70 | 100 |
| Cross section connecting cables | mm2 | 35 | 50 | 70 |
| Fuse(delayed action) | A | 63 | 100 | 160 |
| Secondary voltage – OCV | V | 10 | 10 | 12 |
| Secondar short-circuit current | kA | 28 | 45 | 55 |
| Max welding current ED 5% | kA | 20 | 36 | 36 |
| Secondary thermic current – ED 100% | kA | 6,5 | 12 | 12 |
| Work stroke | mm | 75 | 100 | 100 |
| Electrode force at 600kPa (6bar) | daN | 900 | 1200 | 1800 |
| Water consumption at 300 kPa (3bar) | l/min | 20 | 20 | 20 |
| Dimensions | 1115 | 1115 | 1210 | |
| 400 | 400 | 460 | ||
| 1650 | 1650 | 1800 | ||
| Weight | kg | 530 | 550 | 850 |
 MF 1040 – MF 1041 – MF 5020
RESISTANCE WELDING
MF 1040 – MF 1041 – MF 5020
RESISTANCE WELDING
The MF Inverter spot welders suitable for both spot and projection welding, fully meet the mass production most demanding industrial applications. Thanks to their features, they are particularly suitable for welding very thin thickness, metals hardly weldable such as copper, brass, aluminum alloys or zinc coated steels, and etc., also whenever different metals are to be joined.
- High quality joints
- No welding power losses with increased arm lengths
- The presence of magnetic materials between the arms does not affect the welding
- Long electrode life
- Highest efficiency
- Reduced welding time
MF medium-frequency
- Monitoring of the welding process every 1 millisecond (1000 Hz) / 0.2 milliseconds (5000 Hz) versus traditional 20 millisecond (50 Hz).
- Shorter welding times and lower welding current, by saving approx 30% mains consumption
- Quick upsloping to the preset welding current
- Less thermal loss through the workpiece and electrodes
- Less imprint and deformation
| TECNICAL DATA | MF 1040 | MF 1041 | MF 5020 | |
| Three Phase input 50/60Hz | V | 400 | 400 | 400 |
| Rated power at 50% | kVA | 40 | 40 | 20 |
| Installed power | kVA | 40 | 40 | 40 |
| Cross section connecting cables | mm2 | 35 | 35 | 35 |
| Fuse (delayed action) | A | 63 | 63 | 63 |
| Open Circuit Voltage | V | 5,0 | 5,0 | 11,5 |
| Secondary short circuit current | kA | 22 | 22 | 16 |
| Max welding current | kA | 20 | 20 | 14 |
| Secondary thermal current at 100% | kA | 5,4 | 5,4 | — |
| Work stroke | mm | 65 | 65 | 65 |
| Electrode force at 600kPa (6bar) | daN | 470 | 470 | 470 |
| Water consumption at 300 kPa (3bar) | l/min | 6 | 6 | 6 |
| Dimensions | 1070 | 1070 | 1070 | |
| 430 | 430 | 430 | ||
| 1520 | 1520 | 1520 | ||
| Weight | kg | 260 | 260 | 255 |